Heat Shock Testing for Cables
Electrical cables in service are rarely used in fixed straight lines without any stress, instead often being wound or bent around corners. Bending or winding puts the cable sheathing and insulation materials under a degree of stress. This stress is then further enhanced when the cable is in service as the current flowing through the cable produces a heating effect on the insulation and sheathing material.
By testing the resistance of cable insulation and sheaths to cracking, a test commonly known as Heat Shock Testing, it replicates the stress of bending and heating on the cable to check for any failure as evidenced by cracks appearing in the materials. The standard BS EN 60811-509 lays out the methods for testing to check the resistance to cracks of cable insulation and sheathing.
The test method to determine the resistance of cable insulation and sheaths to cracking requires an air oven capable of maintaining the temperature within defined tolerances, and metal mandrels of sufficient length and diameter to wrap the cable samples around. These tests are performed under controlled conditions in the ISO 17025 laboratory.
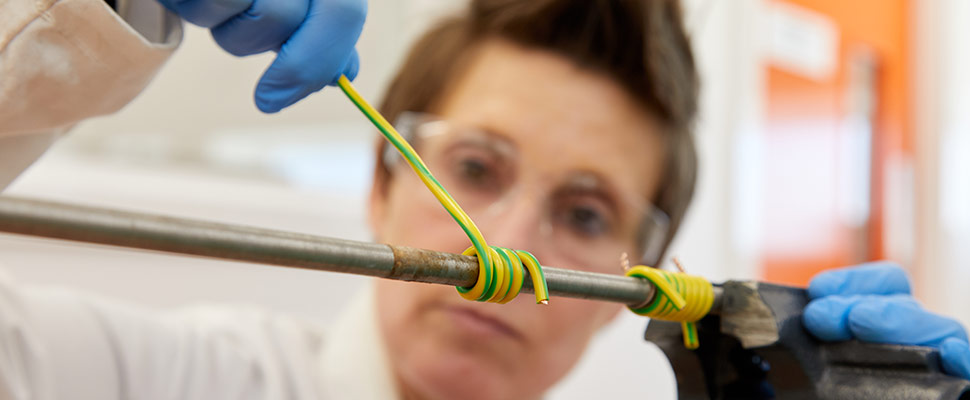
Prepared cable samples of sufficient lengths are tightly wound and fixed to form a helix around the mandrel. The diameter of the mandrel and the number of turns the sample must be wound is determined by the standard and based on the outer diameter of the cable under test. The samples are then placed in the oven which has been set at the temperature determined in the relevant standard (typically 150°C for 60 minutes).

After the specified time, the cable is removed and allowed to cool to ambient temperature before being examined for any cracks. The ambient temperature of our ISO 17025 cable testing facility is strictly controlled to ensure consistent test results unaffected by changes in room temperature. Pass or fail is based on any evidence of such cracks.
Cable Sizing Calculator
Supporting Low Voltage cable sizing to BS and IEC standards with our easy-to-use calculator
Try it now
Custom Cable Design
Tailoring cables to meet bespoke requirements of performance or environmental challenges when off-the-shelf options are unavailable.
Read moreCPD Cable Training
Expert cable tuition from our experts with CPD-certified cable training and tailored cable learning programmes
Courses